- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Produkter







Ekstrudering Blow Molding Skrue Barrel
I ekstruderingsblåsestøping (EBM) smeltes plast og ekstruderes til et hult rør (en forstøpning). ... Luft blåses deretter inn i foremlingen, blåser den opp i form av den hule flasken, beholderen eller delen. Etter at plasten er tilstrekkelig avkjølt, åpnes formen og delen kastes ut. Hos EJS produserer vi ekstruderingsblåsingsskruetønner for ekstruderingsblåsestøpemaskiner, med størrelse liten og stor, i nitrering eller bimetallbehandling.
Send forespørsel
produktbeskrivelse
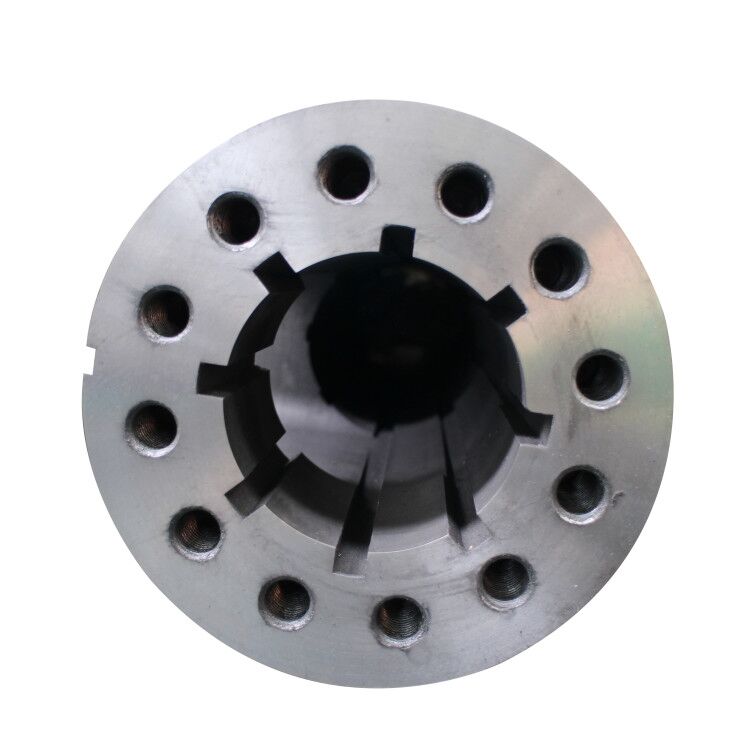
Ekstrudert formblåsingsskrueløp
OEM Supply China Blow Molding Machine, Extrusion Blow Molding Screw Barrel,oditt firma hilsen"Gjør virksomheten med skruetønner enklere med gleder og suksess"som våroppdrag. Hvis du er interessert i noen av våre produkter eller ønsker å diskutereditt design, sørg for at du gjerne kan kontakte oss. Vi har gledet oss tiletablere vellykkede forretningsforhold mednoennye kunder over hele verden i nær fremtid og vokse dem bedre og større.
I ekstruderingsblåsestøping (EBM) smeltes plast og ekstruderes til et hult rør (en forstøpning). ... Luft blåses deretter inn i foremlingen, blåser den opp i form av den hule flasken, beholderen eller delen. Etter at plasten er tilstrekkelig avkjølt, åpnes formen og delen kastes ut.
Hos EJS produserer vi ekstruderingsblåsingsskruetønner for ekstruderingsblåsestøpemaskiner, med størrelse liten og stor, i nitrering eller bimetallbehandling.
Borediameter tilgjengelig for ekstrudering av blåsstøpingsskrue
¢45~¢250
Populære materialer som brukes til ekstrudering av blåsestøpingsskruer
38CrMoAlA(1,8509)
34CrAlNi7(1,8550)
31CrMoV9(1,8519)
40Cr(4340)
42CrMo(4140)
Overflatebehandling av ekstruderingsblåsingsskrueløp
Helkropp nitreret
Stellite bimetalllegering belagt
Colmonoy 56 legering belagt
Colmonoy 83 legering belagt
Påføring av ekstruderingsblåsingsskrueløp
Ekstruderte blåsestøpingsskruetønner spiller en ypperlig jobb for å produsere ulike filmer i blåsestøpemaskiner som f.eks.
Emballasje film;
poser;
Utskrift film;
Krympe film;
Matemballasje film;
Konvertering av film;
Barrierefilm.
Spørsmål: Hva er forskjellen mellom injeksjonsblåsestøping og ekstruderingsblåsestøping?
Svare:
Det er hovedsakelig 5 forskjeller mellom sprøyteblåsestøping og ekstruderingsblåsestøping:
1) Typen produkt produsert av sprøyteblåsestøping og ekstruderingsblåsestøping er forskjellig. Ekstruderingsblåsestøpingsprosessen skaper et todimensjonalt produkt mens sprøyteblåsestøpingsprosessen skaper et tredimensjonalt produkt som sluttresultat.
2) De bruker forskjellige verktøy i begge prosessene. For ekstruderingsblåsestøpemaskiner brukes en dyse for å få den endelige produksjonen mens sprøyteblåsestøping bruker en form.
3) Tiden som trengs for å produsere den endelige produksjonen er forskjellig. Ekstruderingsstøpeprosessen er langsommere, mens sprøytestøpingsprosessen er raskere.
4) Tykkelsen på sluttproduktet er forskjellig. Ved ekstrudering avhenger deltykkelsen av hvor mye materialet kan strekkes under prosessen, mens det i tilfelle inntrengning avhenger av forholdet mellom kjernen og formen.
5) Prosessene er forskjellige. Med ekstruderingsblåsemaskinen er skrotet med flash og trimming mens skrotet er uten flash og trimming for sprøyteblåsestøping.
EJS kan produsere både ekstruderingsblåsestøpingsskrue og sprøyteblåsemaskin.
Om E.J.S.
EJS Screw Barrels er et nyopprettet merkenavn for eksportvirksomhet med produksjonserfaringer siden 1992.
En produsent av skruetønner dedikert til å produsere skreddersydde skruetønner og designe ekstruder-skruetønner, sprøytestøpingsskruer.

Bimetallskruetønner
Vi begynte å lage bimetallskruetønner i en veldig tidlig alder, nesten samtidig som den første bimetalltønnen ble født i Kina. Nå har vi flere typer alternativer avhengig av ulike bruksområder
|
Bimetall fat |
|||||
|
Legeringstype |
EJS01 legering |
EJS02 legering |
EJS03 legering |
EJS04 legering |
|
|
Legeringskomponenter |
Fe+Ni+Cr+B |
Ni+Cr+Co+B |
Ni+Cr+Co+V+B |
Ni+Wc+Cr+B |
|
|
Slitemotstand |
★★★ |
★★ |
★★★ |
★★★★ |
|
|
Korrosjonsmotstand |
★★ |
★★★ |
★★★ |
★★★ |
|
|
Legeringstykkelse |
2~3 mm |
1,5~2 mm |
1,5~2 mm |
1,5~2 mm |
|
|
Hardhet |
HRC 58-65 |
HRC 50-58 |
HRC 55-60 |
HRC 55-65 |
|
|
Temperaturområde |
≤400 |
≤450 |
≤450 |
≤600 |
|
|
Koeffisient termisk |
RT~250℃ |
11,0x10-6 |
11,0x10-6 |
11,5x10-6 |
11,0x10-6 |
|
Utvidelse (/℃) |
RT~400℃ |
11,4x10-6 |
11,4x10-6 |
12,4x10-6 |
12x10-6 |
|
Utvalg av brukbar lengde |
700mm~3000mm/stk |
||||
|
Grunnstål Mye brukt |
40Cr: 42CrMo |
||||
|
Merk i listen: ★★★★ Utmerket; ★★★ Veldig bra; ★★ Bra |
|||||
|
Bimetallskruer |
|||
|
Egnet for |
Enkel skrue, dobbel parallellskrue, dobbel konisk skrue |
||
|
Legeringstype |
Ni60 |
CoImonoy 56 |
CoImonoy 83 |
|
Legeringskomponenter |
Ni+Cr+Fe+Si |
Ni+Cr+Si+Fe |
Ni+Wc+Cr+C |
|
Anti-slitasjenivå |
★★★ |
★★★ |
★★★★ |
|
Anti-korrosjonsnivå |
★★★★ |
★★★★ |
★★★★ |
|
Legeringstykkelse |
1~1,5 mm |
1~1,5 mm |
1~1,5 mm |
|
Hardhet |
HRC 56-62 |
HRC 46~61 |
HRC 43-48 |
|
Påført glassfiber |
Under 10 % |
|
|
|
Utvalg av brukbar lengde |
Enhver lengde nødvendig |
||
|
Grunnstål Mye brukt |
38CrMoAI(1.8509), 34CrAINi7(1.8550), 31CrMoV9(1.8519) |
||
|
Merk i listen: ★★★★ Utmerket; ★★★ Veldig bra; ★★ Bra |
|||
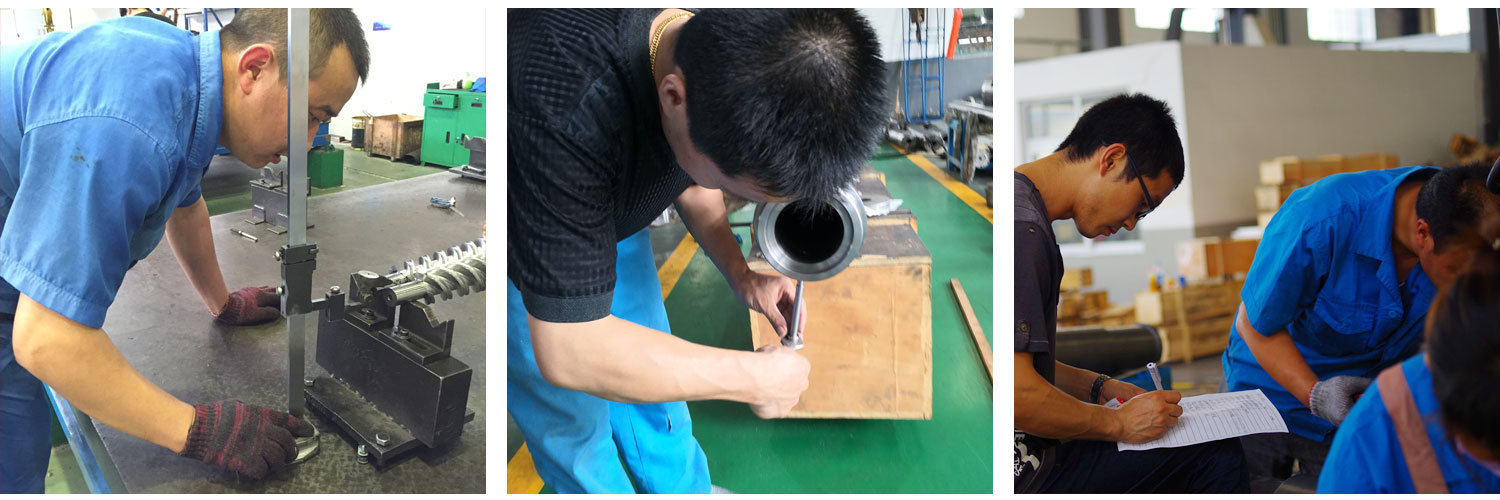
Kvalitetsinspeksjon
Kvalitet er et svært viktig skritt i produksjonen. For å lage en kvalitetsskruetønne må alle toleranser være oppfylt og alle dimensjoner skal være korrekte og registreres.
Vi leverer inspeksjonsrapport, materialsertifikat for hver av våre leverte skruetønner.
Emballasje
Emballasje er det siste, men svært viktige trinnet før sending. En sterk og smart pakkeboks er også en del av vår kvalitet. Den brukes ikke bare for å beskytte skruene godt under transport, den gir også en enkel måte for kundene våre å pakke ut.

Hot Tags: Ekstrudering blåsestøping skrue fat, tilpasset, Kina, Zhoushan, leverandører, produsenter, fabrikk, på lager
Relatert kategori
Konisk Twin Screw Barrel
Parallell Twin Screw Barrel
Ekstruderskrueløp
Gummi skrue fat
Sprøytestøping skrue fat
Blow Molding Skrue Barrel
Bimetallskruetønne
Nitridert skruetønne
Ekstruderdeler
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.